Tungsten Carbide Flow Boorpunt



Produk Aanbieding
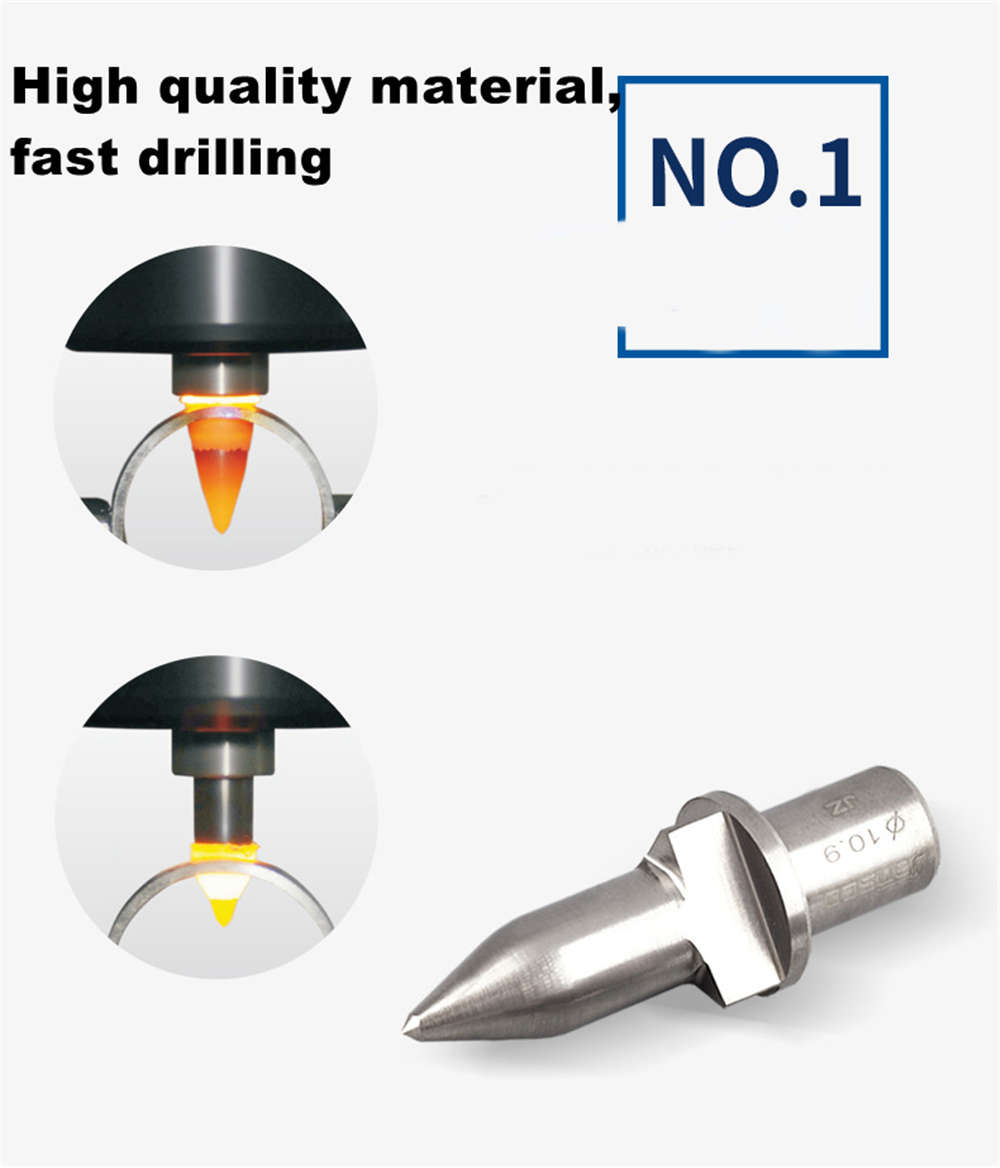
Die beginsel van warmsmeltboor
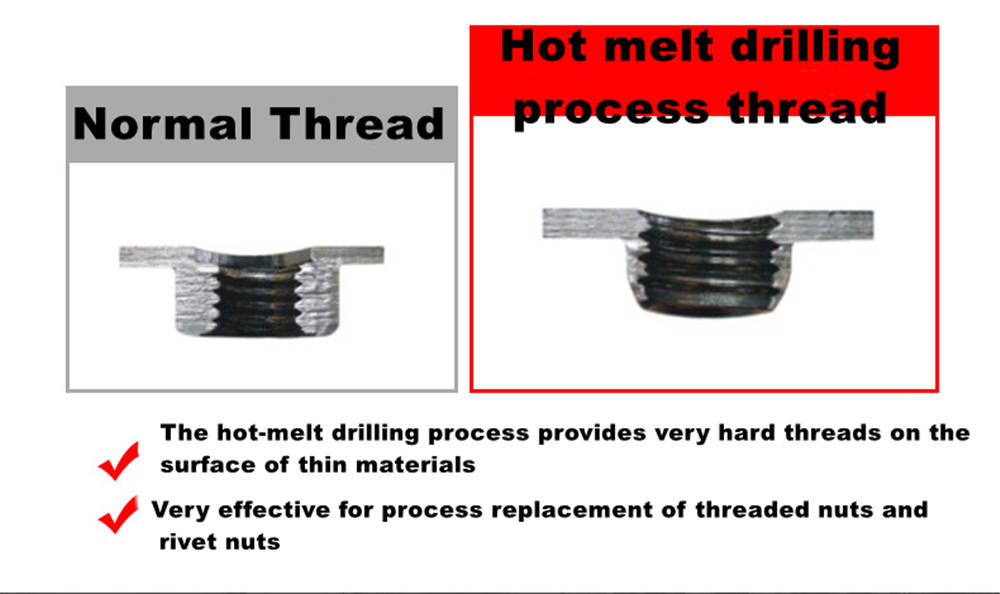
Die warmsmeltboor genereer hitte deur hoëspoedrotasie en aksiale drukwrywing om die materiaal te plastiseer en te vervang. Terselfdertyd pons en vorm dit 'n bus wat ongeveer 3 keer die dikte van die grondstof is, en druk en tik deur die kraan om dit op die dun materiaal te maak. Hoë-presisie, hoë sterkte drade.
Aanbeveling vir gebruik in werkswinkels
Die eerste stap: plastisering van die materiaal deur hoë-spoed rotasie en aksiale druk. Die dikte van die gevormde bus is 3 keer dié van die grondstof.
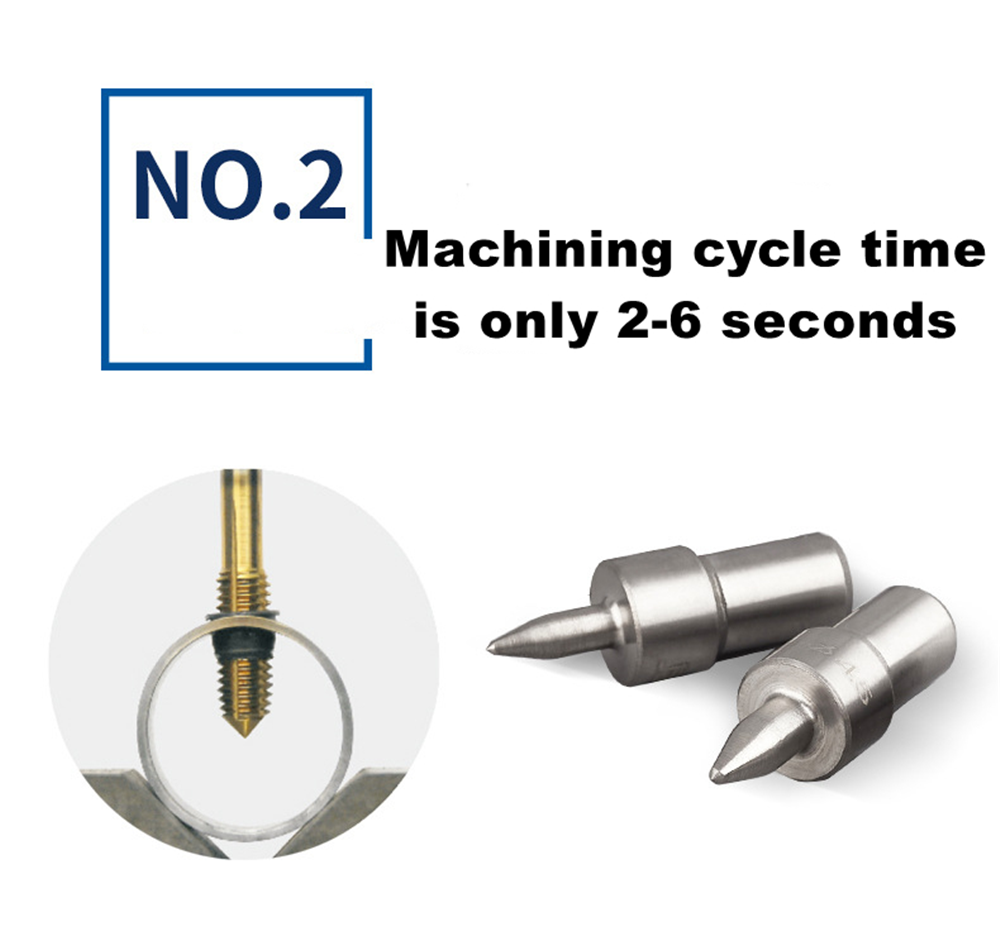
Die tweede stap: die draad word gevorm deur koue ekstrusie om hoë-presisie, hoë wringkrag en hoë spesifikasie drade te produseer
| Handelsmerk | Xinfa | Bedekking | No |
| Produk Naam | Termiese wrywing boorpunt stel | Tik | Plat/ronde tipe |
| Materiaal | Carbide Wolfram | Gebruik | Boorwerk |
Kenmerk



Voorsorgmaatreëls vir die gebruik van warmsmeltbore
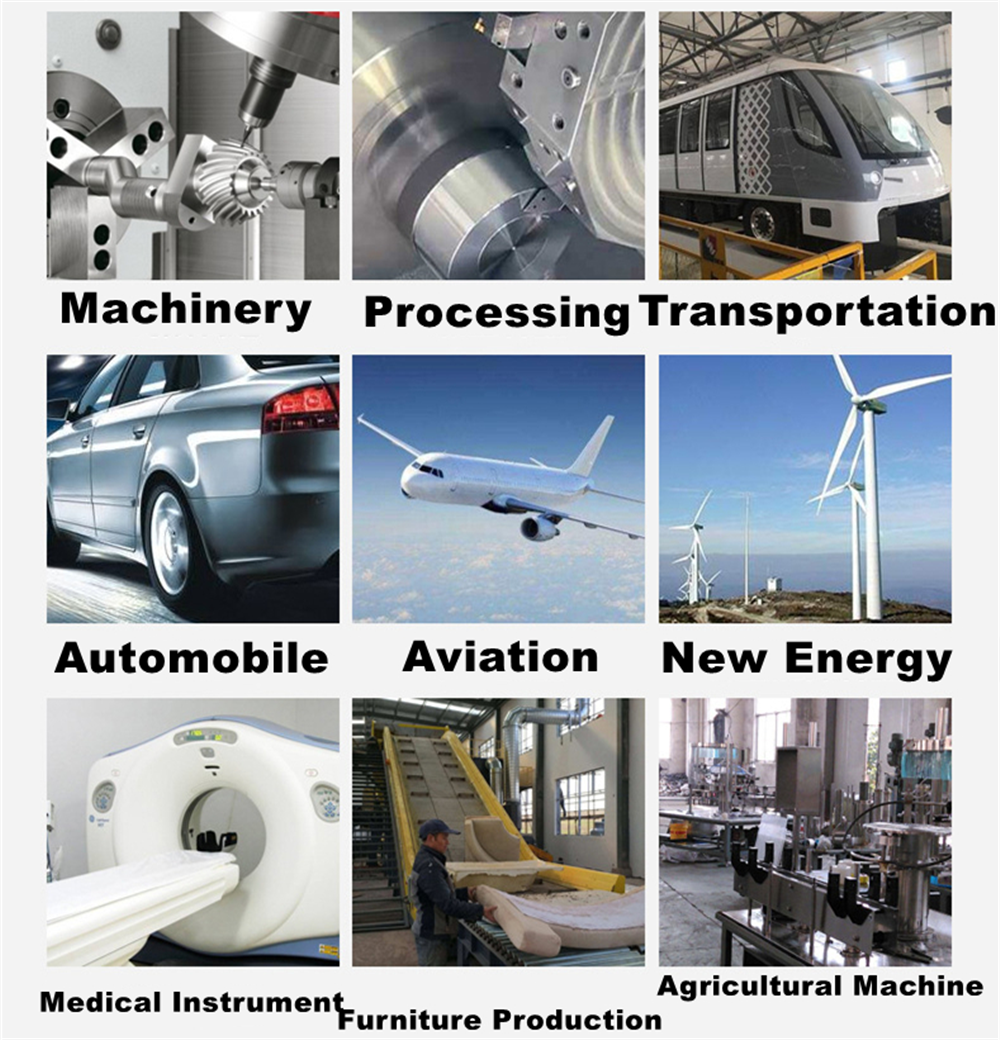
1. Werkstukmateriaal: warmsmeltboor is geskik vir die verwerking van verskeie metaalmateriale met 'n deursnee van 1,8-32mm en 'n wanddikte van 0,8-4mm, soos yster, sagte staal, vlekvrye staal, titanium, aluminium, koper, koper, koper (Zn-inhoud minder as 40%), aluminiumlegering (Si-inhoud minder as 0,5%), ens. Hoe dikker en harder die materiaal, hoe korter die lewe van die warmsmeltboor.
2. Warmsmeltpasta: Wanneer die warmsmeltboor werk, word 'n hoë temperatuur van meer as 600 grade onmiddellik gegenereer. Die spesiale warmsmeltpasta kan die lewensduur van die warmsmeltboor verleng, die kwaliteit van die binneoppervlak van die silinder verbeter en 'n skoon en bevredigende randvorm produseer. Dit word aanbeveel om 'n klein hoeveelheid warmsmeltpasta op die gereedskap by te voeg vir elke 2-5 gate wat in gewone koolstofstaal geboor word; vir werkstukke van vlekvrye staal, vir elke gat wat geboor word, voeg warmsmeltpasta met die hand by; hoe dikker en harder die materiaal, hoe hoër is die frekwensie van byvoeging.
3. Die steel en chuck van die warmsmeltboor: As daar geen spesiale heatsink is nie, gebruik saamgeperste lug om af te koel.
4. Boormasjientoerusting: solank verskeie boormasjiene, freesmasjiene en bewerkingsentrums met toepaslike spoed en krag geskik is vir warmsmeltboor; Die dikte van die materiaal en die verskil in die materiaal self beïnvloed alles die bepaling van die rotasiespoed.
5. Voorafvervaardigde gate: Deur 'n klein begingat vooraf te boor, kan werkstukvervorming vermy word. Voorafvervaardigde gate kan die aksiale krag en die hoogte van die silinder verminder, en kan ook 'n platter rand aan die onderste punt van die silinder produseer om buigvervorming van dunwandige (minder as 1,5 mm) werkstukke te vermy.
6. Wanneer jy tap, gebruik tapolie: dit word aanbeveel om ekstrusiekrane te gebruik, wat nie deur sny nie maar deur ekstrusie gevorm word, dus het hulle hoë treksterkte en wringwaarde. Dit is ook moontlik om gewone snykrane te gebruik, maar dit is maklik om die silinder te sny, en die deursnee van die warmsmeltboor is anders en moet apart gemaak word.
7. Onderhoud van warmsmeltboor: Nadat die warmsmeltboor vir 'n tydperk gebruik is, sal die oppervlak gedra word, en 'n paar warmsmeltpasta of werkstuk onsuiwerhede sal aan die snyerliggaam geheg word. Klem die warmsmeltboor op die boorkop van die draaibank of freesmasjien vas en maal dit met skuurpasta. Moenie aandag gee aan veiligheid nie.
V1: Kan ek 'n monster hê om te toets?
A: Ja, ons kan voorbeeld ondersteun. Die monster sal redelik gehef word volgens die onderhandeling tussen ons.
V2: Kan ek my logo op die bokse/kartonne byvoeg?
A: Ja, OEM en ODM is by ons beskikbaar.
V3: Wat is die voordele daarvan om 'n verspreider te wees?
A: Spesiale afslag Bemarkingsbeskerming.
V4: Hoe kan u die kwaliteit van produkte beheer?
A: Ja, ons het ingenieurs wat gereed is om kliënte te help met tegniese ondersteuningsprobleme, enige kwessies wat tydens die kwotasie- of installasieproses mag ontstaan, sowel as namarkondersteuning. 100% selfinspeksie voor verpakking.
V5: Kan ek u fabriek besoek voor die bestelling?
A: Natuurlik, verwelkom u besoek aan die fabriek.








